
一、焊料的选用
铜管是制冷装置的重要原材料,主要用于制作换热器和连接管道、管件。制冷管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练的操作,以确保焊接的质量。
铜与铜的焊接:可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。
铜与铁的焊接:可选用磷铜焊料或黄铜条焊料,但还需使用相应的焊剂,如硼砂、硼酸或硼酸的混合焊剂。
二、焊接操作
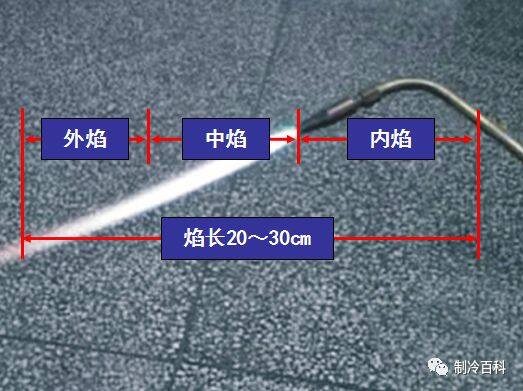
用砂纸将铜管铜管插入接头部分的表面的油脂、氧化物、污迹和灰尘磨清。铜管插入 焊接部分。管路的焊接要求中性火焰的长度一般为20~30cm,燃气输出量大于氧气输出量时将产生不适合焊接操作的碳化焰,使用焊枪对铜管接口处加热。
然后均匀加热被焊接管件,直到焊接口处呈暗红色,放入焊条并使熔化的焊条,包绕在焊口周围0.8cm以上即可将焊条取下,当钎料全部溶化时停止加热。

焊接结束间隔几分钟后,用湿布揩拭连接部分。这样既可稳定焊接部分,又可以去掉焊接面上的熔渣,以防腐蚀。焊接后正常的焊缝应无气孔、裂纹和未熔合。

三、焊接常见缺陷分析
1、焊瘤
特征:钎料流到钎缝以外并形成堆积。
形成原因:
1、焊接热效率太大;
2、钎料施加量过多或施加方式不当;
3、焊接时焊缝不在同一水平面;

预防措施:
1、加热时来回摆动焊枪防止局部过热;
2、添加焊料要从加热位置的背面沿着焊缝滑动;
3、焊件定位平稳。
2、咬边
特征:焊缝边缘被火焰烧成腐烂形状,但又未完全烧穿,管壁本身被烧损。
形成原因:
1、焊接热效率太大
2、加热方式错误。

预防措施:
1、采用火焰为中性烧焊。
2、焰来回摆动焊枪,避免集中加热。
3、过烧或者溶蚀
特征:接头表面氧化物焊后自然大块脱落接头擦干净后,有黑色麻点镶嵌在接头表面。

形成原因:
1、焊接热效率太大(温度过高);
2、焊接时间过长等。
3、使用氧化焰焊接。
4、重复焊接(补焊)
预防措施:
1、调中性焰焊接;
2、不要重复焊接。
4、沙眼
特征:焊缝有杂质,导致焊缝表面上出现的较深孔眼。
形成原因:
1、钎料或母材本身有油污、杂质或氧化膜。
2、焊缝温度过高,造成钎料中的磷挥发。
3、加热速度过快。

预防措施:
1、保证钎料和母材的清洁度;
2、焊接效率适当,让溶解高温熔池的气体在焊缝凝固时有效排出
5、气孔
特征:加热时间不足,液态轩缝金属中的气体未能全部溢出,在表面或内部形成孔洞。
形成原因:
1、纤料或母材本身有油污或氧化;
2、焊接速度过快,焊中的气体为有效排出;
3、火焰为还原焰,产生还原性氢气孔;

预防措施:
1、保证母材纤料清洁度;
2、选择中性焰焊接,速度适中。
6、烧穿
特征:焊件靠近缝处被烧损穿洞。
形成原因:
1.操作不熟练,未摆动焊枪;
2.火焰调节不当,温度控制不均匀;

预防措施:
1.焊接时要来回摆动焊枪,防止部过热;
2.选择中性焰接。
7、裂纹
特征:钎焊接头的裂纹包㓉母材裂纹和钎缝裂纹。母材、钎缝力学性能下降,在残余应力作用下产生裂纹。
形成原因:
1、钎料含磷量过高,材料韧性减弱;
2、铜冷收缩率明显,残余热应力引起裂纹;

预防措施:
1、改用接性能更优良的焊条;
2、回火处理消除残余应力。
8、焊漏
特征::焊缝不完整,部分位置未完全熔合成整条焊,焊缝存在泄漏通道。
形成原因:
1、火焰钎焊焊接热输入过小;
2、施加钎料时温度不均匀;
3、焊缝表面有氧化皮、油污等杂质。

预防措施:
1、均匀加热;
2、用火焰加热工件待工件呈暗红色时添加。
9、预防措施
焊接中:
1、钎焊加热的过程中焊枪在需要加热部位来回摆动,不得定点加热;
2、加入钎料时,必须从火焰加热方向的背面添加焊料;
3、焊接时枪嘴不能离工件太近,否则容易回火;
4、钎焊紫铜时,一般先预热插入管,使管配合紧密,然后集中加热外配管。
焊接完毕:
配合工件之间热胀冷缩比率不同,焊接过程中配合工件之间产生内应力,焊接后需回火消除焊接工件之间的内应力。
回火的操作方法:
工件焊完后待温度降至200℃~300℃,对焊缘30mm范内进行回火处理,回火时用外焰快速扫过接头处焊枪来回扫动,不得定点加热,每个工件持续(3-5)秒钟左右。
工程师专线
135-3318-9908
联系地址:广州市南沙区南沙街进港大道577号2018房

Copyright 2020-2023 广州智造净化科技有限公司 All Rights Reserved 网站地图 网站标签 粤ICP备2022139313号



