
半导体及太阳能薄膜工艺会使用到超高纯硅烷SiH4、磷烷PH3,砷烷AsH3、乙硼烷B2H6、六氟化钨WF6、高纯氨NH3等特气,这些气体具有易燃、剧毒、强腐蚀等特性,但却是精密半导体电子元器件、新能源光电产品制造的必不可少的重要原料。生产中若发生气体泄漏,将会造成非常严重的产品质量和人身伤亡事故。为确保安全,此类高纯特气的输送管道采用不锈钢双层管道。该管道施工时,对作业环境洁净度、管道内外管材的洁净度、焊接和安装质量的要求都非常高。本篇就超高纯特气双层管道的施工提出几点建议供同行参考。
2.工艺原理
采用水平15°倾斜摆放姿势进行加工,顺管内介质流向高纯氮气(99.9999%)进行吹扫,不锈钢弹簧填充双层管夹层后用专用弯管装置进行弯管加工,双层管道内外充纯氩(99.9999%)保护的全自动轨道氩弧焊连接和柔性金属垫片端面密封连接,结合氦气检漏的工艺原理,保证内外层管道洁净度、密闭性、弯管质量以及管道焊接安装质量。
3 加工安装操作要点
3.1 洁净区域管制
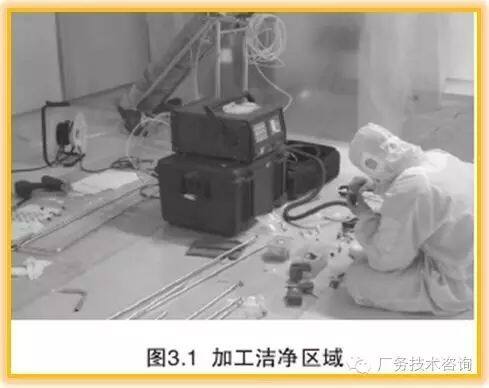
现场设置三段预制加工洁净区域,建立临时洁净室,要求净化等级不低于9级,确保管件加工的洁净度,进入洁净室的人员必须穿戴洁服、洁净帽、洁净鞋、洁净手套。见图3.1。
3.2管道加工
3.2.1管口加工
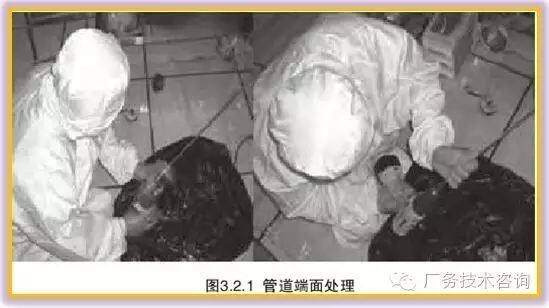
管口的加工是本施工技术的关键点之一,管道切割、预制均在洁净环境进行,同时确保管道切割前表面无有害痕迹、破损。管道开封前应做好管内冲氮的准备工作。管道在取掉两层塑料外包装后,要轻轻的取下两端的塑料密封套,并立即充氮,防止空气污染。管道切割时使用不锈钢专用切割器缓慢进行切割,操作时保持切面直度(90°±0.5)。管道水平15°横放固定倾斜摆放姿势进行切割及端面处理,并顺介质下流方向冲放高纯氮气,防止切屑进入管内。切割后采用端面处理器进行端面处理,铣去毛刺;处理过程中,确保端面朝下(一直保持端面朝下),处理后轻轻抖动消除切屑;加工后使切面朝下,从上方敲打5次,然后再次顺管内介质流用高纯氮气冲吹,切割面位于氮气下流方向。切割后和端面处理后如管上附有切屑或其他杂质,用无尘布沾异丙醇擦试干净,无尘布使用应遵循“一次擦”的原则,不能反复使用。
见图3.2.1。
3.2.2 弯管加工
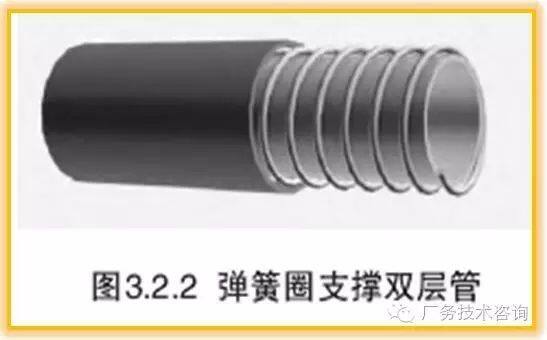
常规双层管弯头需定做,定做成品成本高,而且质量不易得到保证。施工中,可通过设计使用弯管装置,现场制作弯头,解决此加工问题。在双层管道弯管时,于内外管间套不锈钢弹簧圈,作为内外管传力物,确保弯管过程中内外管的真圆度,使弯管质量达到要求。直管段外层管亦采用弹簧圈支垫,确保双层管夹层空间距离,起到双层管保护作用。弯管时不可取开管道两端的封头,弯头成型后角度偏差不大于5°。
见图3.2.2。
3.3.2 自动焊接施工
半成品和成品的保护措施应及时有效,加工完成或焊接完成后及时将管子两端密封。焊接管子对口必须为正方并紧密连接,在对口位置所允许的圆角和倒为壁厚的十分之一,连接口需在钨极的中心位置。焊接时,按要求进行内充氩保护,控制氩气流量大小。焊工施焊时,要求氩弧焊机焊接时电流稳定,焊接速度应保持均匀一致。焊接完成后,钢丝刷刷去焊接区外表面的氧化膜。见图3.3。

3.3 管道焊接
3.3.1 自动焊接试样制作
根据焊接工艺评定和焊接工艺规程,严格焊接操作。
为加强焊接质量的管理,每天正式实施焊接工作前,焊工须对每台焊机所焊规格进行样本制作,检查自动焊接机的工况及作业人员工艺水平,确保焊接质量,样本通过后方可进行正式焊接操作。在每天焊接结束前亦制作焊接试样,所有焊接试样需妥善保存,作为质量检验依据。
3.3.2 自动焊接施工
半成品和成品的保护措施应及时有效,加工完成或焊接完成后及时将管子两端密封。焊接管子对口必须为正方并紧密连接,在对口位置所允许的圆角和倒角为壁厚的十分之一,连接口需在钨极的中心位置。焊接时,按要求进行内充氩保护,控制氩气流量大小。焊工施焊时,要求氩弧焊机焊接时电流稳定,焊接速度应保持均匀一致。焊接完成后,钢丝刷刷去焊接区外表面的氧化膜。见图3.3。

3.4 管道与配件及设备连接安装
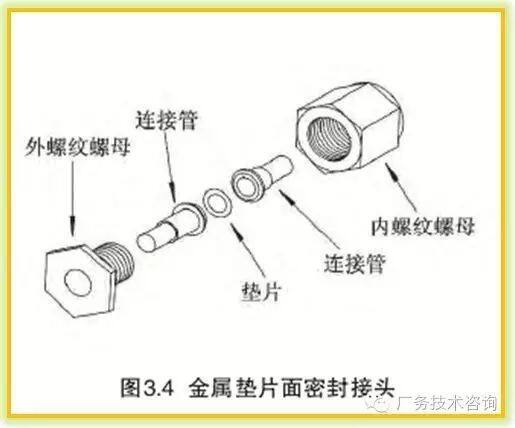
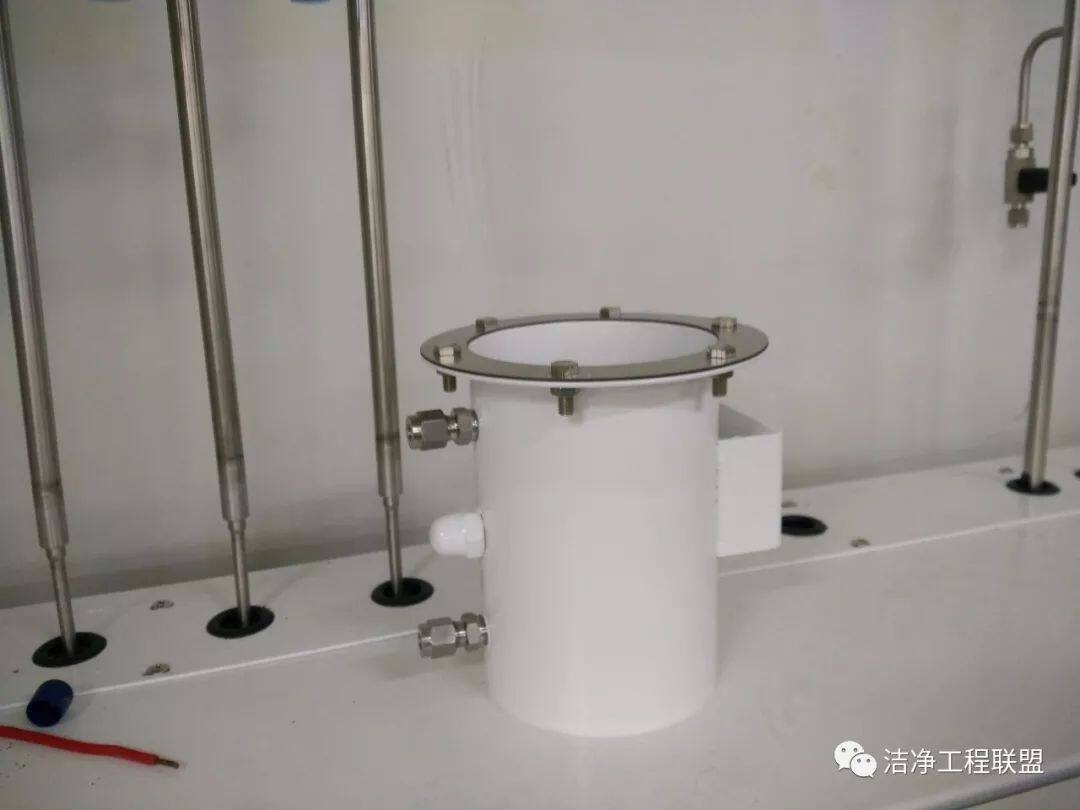
对于输送易燃、剧毒特殊气体的双层管道,其与阀门、气表及设备连接采用金属垫片面密封接头(VCR)安装,金属垫片采用柔性镍合金垫片,确保密封严密。见图3.4。
3.5 管道安装
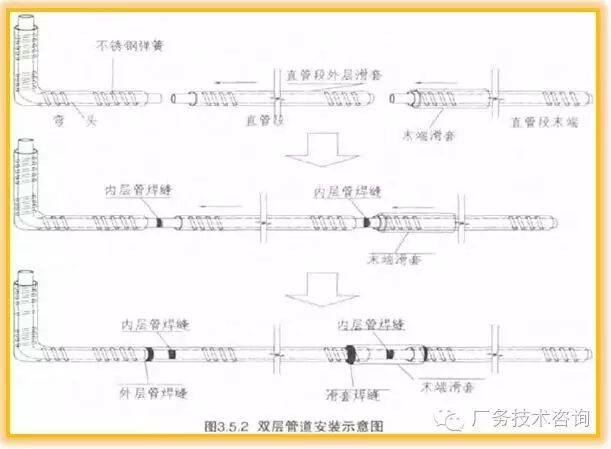
双层管道焊接碰头最后接口处,采用增加末端滑套的安装方式(图
)

在三层管道接头处实现管道密封,从而使外层套管形成一个整体。末端滑套具体施工流程见图3.5.2。
在超高纯特气双层管道的施工中,采用水平15°倾斜摆放姿势进行加工,顺管内介质流向高纯氮气吹扫,不锈钢弹簧填充双层管夹层后用专用弯管装置进行弯管加工,双层管道内外充纯氩保护的全自动轨道氩弧焊连接和柔性金属垫片端面密封连接结合氦气检漏的施工技术,可确保双层管道内外层管道洁净度、密闭性、弯管质量以及管道焊接安装质量。对系统建成后运行中的人员安全和产品质量起到了很好的基础保障作用。

工程师专线
135-3318-9908
联系地址:广州市南沙区南沙街进港大道577号2018房

Copyright 2020-2023 广州智造净化科技有限公司 All Rights Reserved 网站地图 网站标签 粤ICP备2022139313号



