
一、管路安装焊接与排水
回气管路应以3/1000的斜率倾向压缩机。排气管路应以2/1000的斜率倾向冷凝器。机组应尽量靠近蒸发器(陈列柜或冷库等)。
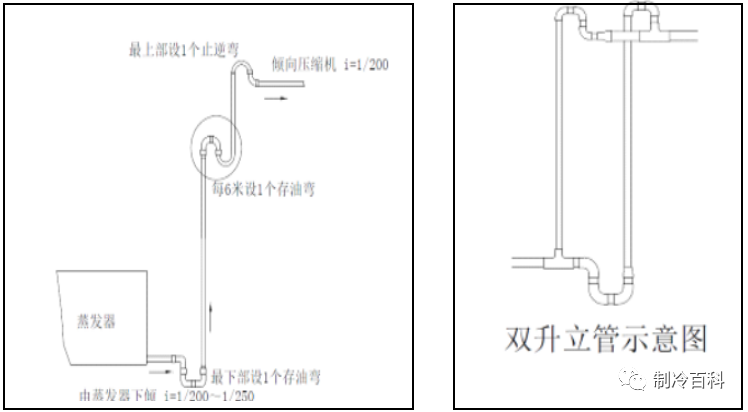
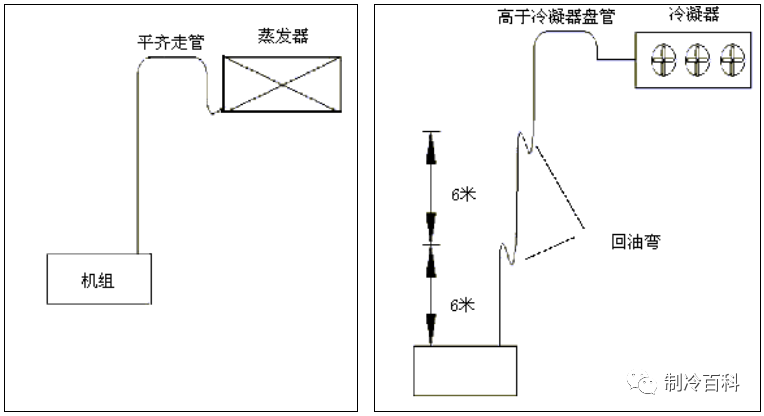
冷凝器位置高于压缩机组,则冷凝器每比压缩机组高出6 米,应在排气管上升段增设回油弯。另外,在排气部分没有安装单向截止回油弯的结构阀的系统中,应使排气上升管升至风冷冷凝器的盘管水平面上方,然后接入冷凝器。
回气的垂直管为60cm~120cm时,在垂直管底部安装回油弯。
回气的垂直管为120cm~4.8M时,在垂直管底部和顶部安装回油弯。
超过6米时,在垂直管底部和顶部安装回油弯,并在管道中间安装回油弯。
在垂直方向有较长的排出管时(压缩机和冷凝器的高度差较大时),考虑回油问题,要在每10米中间设一个弯管。
冷凝器不能放在压缩机的下方,避免冷凝器存液导致散热不良。
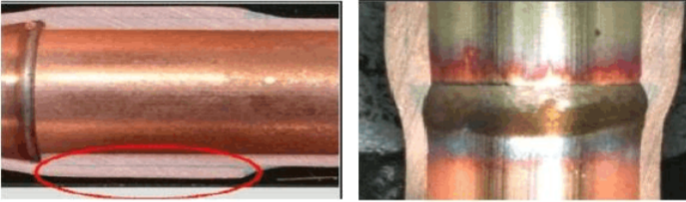
焊接时要对焊口附近的球阀、针阀、电磁阀等阀门进行保护,以防高温造成阀门失效。

工程师专线
135-3318-9908
联系地址:广州市南沙区南沙街进港大道577号2018房

Copyright 2020-2023 广州智造净化科技有限公司 All Rights Reserved 网站地图 网站标签 粤ICP备2022139313号



